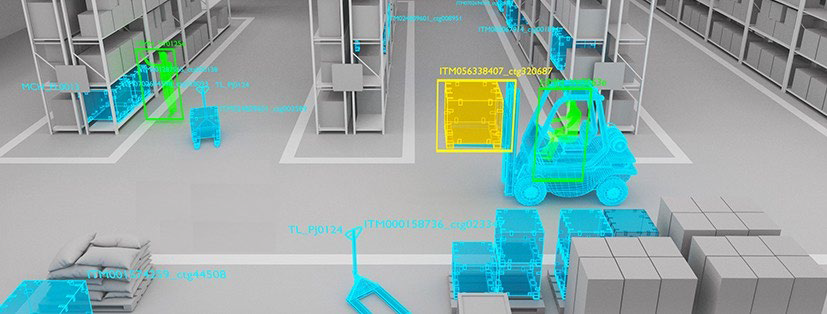
The world of manufacturing is consistently modernizing to ensure that the efficiency of production in a warehouse is maximized. Tim Hoj, CEO of Hoj Innovations allowed us the opportunity recently to host an executive event at his company's corporate office and warehouse. Hoj Innovations is a great example of a company that has pioneered aspects of manufacturing efficiency and helped companies save time and money in their warehouses. At the forefront of AI integrated manufacturing technology is a subcategory referred to as computer vision. This technology uses images from cameras and videos to identify objects and react to the images that computer vision is “viewing.” There are many financial, quality, and safety advantages to this technology with the following being the major highlights of its integration into warehouses.
Computer vision is capable of automating payroll and onboarding responsibilities through automated document processing, furthermore, it is capable of processing invoices and controlling inventory management as well. This means that from the hiring process to tracking inventory management there is an automated system controlling the process with precision. Computer vision is capable of tracking quality standards through ultraviolet and infrared lights to catch mistakes down to the most minuscule detail. Last on the list of computer vision highlights is the topic of safety and using custom metrics, computer vision can track dangerous areas of a warehouse. It will track when employees are in high-risk areas as well as prevent machines from breaking by tracking the deterioration of a machine which allows workers to provide the proper maintenance on a machine before it breaks down completely. The integration of AI in manufacturing will be a long process but eventually could re-shape the efficiency of a business's production and save time and money in a multitude of areas.